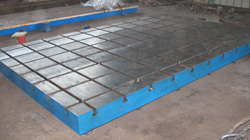
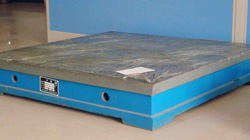
您好,歡迎登陸泊頭市輝宏機械制造有限公司網站,我們專業生產機床鑄件,鑄鐵T型槽平臺等產品,虔誠期待您的來電或來廠洽談!








 電話:0317-8259968
電話:0317-8259968傳真:0317-8086616
銷售聯系人:18333767779(李女士)
15720412968(張女士)
網址:http://m.k3520.com
地址:河北省泊頭市工業開發區
什么是機床鑄件的熱時效?
作者:bthhjx1 發布時間:2016-07-07
內容摘要:1)升溫速度應緩慢,一般以(30-50)℃/h為宜。 2)退火溫度應為500-550℃,保溫時間以每小時燒透25mm計算。 3)爐溫差控制保持在20℃。 4)熱時效的順序應防止粗加工后,以加工應
1)升溫速度應緩慢,一般以(30-50)℃/h為宜。
2)退火溫度應為500-550℃,保溫時間以每小時燒透25mm計算。
3)爐溫差控制保持在±20℃。
4)熱時效的順序應防止粗加工后,以加工應力。