您好,歡迎登陸泊頭市輝宏機(jī)械制造有限公司網(wǎng)站,我們專業(yè)生產(chǎn)機(jī)床鑄件,鑄鐵T型槽平臺(tái)等產(chǎn)品,虔誠期待您的來電或來廠洽談!


控機(jī)床床身鑄件")
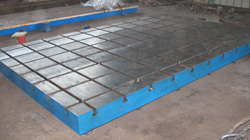
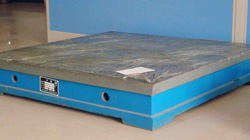
床工作臺(tái)鑄件")
床鑄件毛坯")

床床身鑄件")
床底座底腳鑄件")
 電話:0317-8259968
電話:0317-8259968傳真:0317-8086616
銷售聯(lián)系人:18333767779(李女士)
15720412968(張女士)
網(wǎng)址:http://m.k3520.com
地址:河北省泊頭市工業(yè)開發(fā)區(qū)
制定正確合理的生產(chǎn)工藝是降低樹脂砂鑄造成本的關(guān)鍵
作者:bthhjx1 發(fā)布時(shí)間:2016-03-14
內(nèi)容摘要:生產(chǎn)工藝制定的合理與否,直接影響著鑄件的成品率、鑄件質(zhì)量和鑄造成本,在制定生產(chǎn)工藝時(shí),主要應(yīng)確定好以下幾項(xiàng): 1、確定合適的 砂的LOI值LOI值即灼燒減量是衡量 砂的
生產(chǎn)工藝制定的合理與否,直接影響著鑄件的成品率、鑄件質(zhì)量和鑄造成本,在制定生產(chǎn)工藝時(shí),主要應(yīng)確定好以下幾項(xiàng):
1、確定合適的 砂的LOI值LOI值即灼燒減量是衡量 砂的脫膜率的重要指標(biāo),也是與型砂的發(fā)氣量及鑄件產(chǎn)生氣孔類缺陷密切相關(guān)的指標(biāo),鑄鐵件一般采用呋喃樹脂砂生產(chǎn),實(shí)踐證明LOI值控制在3%左右可以滿足生產(chǎn)要求,而有的企業(yè)要求將LOI值控制在2.5%以下,要達(dá)到這一目的,就 再增加設(shè)備、或增加砂 次數(shù)、或多補(bǔ)加新砂,這無疑會(huì)增加設(shè)備投資和 成本及原材料成本。該公司在生產(chǎn)過程中,逐步將LOI值控制指標(biāo)由3%左右放寬到4%左右,由于工藝及管理得當(dāng),并沒有因?yàn)長OI值的改變而影響鑄件的質(zhì)量指標(biāo)。
2、確定合適的鑄造工藝參數(shù)(1)確定合適的終強(qiáng)度一般地,樹脂砂混制好后,經(jīng)過24小時(shí)左右的自行硬化,便可達(dá)到 即終強(qiáng)度。由于各企業(yè)的生產(chǎn)條件和生產(chǎn)規(guī)模不同,造成從造型到澆注之間的時(shí)間間隔不超過24小時(shí),因此終強(qiáng)度的確定應(yīng)因企業(yè)而定。規(guī)模較小、實(shí)行幾天一爐制的企業(yè),可采用24小時(shí)終強(qiáng)度標(biāo)準(zhǔn);鑄型固化時(shí)間不超過的24小時(shí)的企業(yè),以澆注前所達(dá)到的強(qiáng)度為終強(qiáng)度標(biāo)準(zhǔn)。同時(shí),在生產(chǎn)中還要克服兩方面的傾向:一方面為質(zhì)量而盲目提,使鑄造成本提高,造成浪費(fèi);另一方面就是為保成本而壓低強(qiáng)度,結(jié)果造成質(zhì)量不穩(wěn)、波動(dòng)范圍大,使鑄件質(zhì)量受原材料和操作者的影響較大。各企業(yè)應(yīng)根據(jù)本身的情況確定合適的終強(qiáng)度,從而達(dá)到在鑄件質(zhì)量的前提下 大限度地節(jié)約樹脂和固化劑,降低鑄造成本。
(2)確定合適的砂鐵比自硬樹脂砂由于其、固化后起模、分型面平整,因此其吃砂量比粘土砂的要小,但其砂鐵比也有要求。如果鑄造砂鐵比太高,生產(chǎn)過程中既浪費(fèi)樹脂和固化劑又會(huì)產(chǎn)生較大的廢砂塊,使 機(jī)負(fù)擔(dān)加重,脫膜率降低,LOI值升高,鑄件產(chǎn)生氣孔的可能性增大;如果砂鐵比太低,澆注時(shí)容易產(chǎn)生跑火,鑄件容易產(chǎn)生變形。根據(jù)我們的經(jīng)驗(yàn),砂鐵比應(yīng)選擇為2.2~3:1.(3)確定合適的造型工藝鑄件成品率的高低,直接影響著鑄造成本,合適的造型工藝不但能夠鑄件質(zhì)量, 能夠降低鑄造成本,減少鑄件廢品率是降低鑄造成本 明顯 直接的措施之一。在確定造型工藝時(shí),盡量制作砂箱、箱壁多留氣孔,模型做實(shí)樣、采用模板造型,澆注系統(tǒng)采用陶瓷管、內(nèi)澆口采取多而分散,涂料涂刷均勻、不漏涂,多設(shè)出氣冒口、型芯排氣順暢。