控機(jī)床床身鑄件")
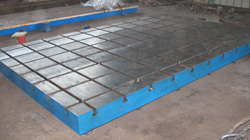
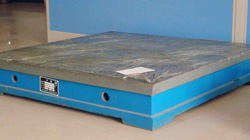
床工作臺(tái)鑄件")
床鑄件毛坯")

床床身鑄件")
床底座底腳鑄件")
 電話:0317-8259968
電話:0317-8259968傳真:0317-8086616
銷(xiāo)售聯(lián)系人:18333767779(李女士)
15720412968(張女士)
網(wǎng)址:http://m.k3520.com
地址:河北省泊頭市工業(yè)開(kāi)發(fā)區(qū)
消失模鑄造機(jī)床鑄件毛坯七要素
泊頭市輝宏機(jī)械鑄造廠生產(chǎn)各種機(jī)床的機(jī)床結(jié)構(gòu)鑄件,模具采用一次性消失模具,消失模具有加工余量小、外觀光潔度高和尺寸修改靈活等特點(diǎn)。輝宏機(jī)械鑄造采用樹(shù)脂砂鑄造工藝,的了鑄件的加工面質(zhì)量以及多面加工的質(zhì)量要求。消模鑄造工藝流程有七個(gè)環(huán)節(jié),每個(gè)環(huán)節(jié)對(duì)消失模鑄件毛坯的質(zhì)量都至關(guān)重要,澆注工藝是整個(gè)消模鑄造工藝的重要環(huán)節(jié),掌握澆注工藝的注意事項(xiàng),嚴(yán)格把控每個(gè)細(xì)節(jié),是生產(chǎn)消模鑄件的關(guān)鍵。
1、消模涂料的作用是提高鑄件表面的清潔度,減少粘砂、防止砂孔缺陷。有利于清潔、落砂的消模鑄造用涂料要求強(qiáng)度、透氣性、耐火性、絕熱性、爆熱性、耐裂性、耐紫熱性、吸濕性、清潔性、懸掛性、懸浮性、非流動(dòng)性、防止渣滓等一系列性能,首先要求涂料具有、耐火性等性能。
2、裝箱作業(yè)要求,表面涂層不得有任何脫落、裂紋和裂紋,特別是直接澆道和橫向澆道的邊界、橫向澆道和內(nèi)澆道的邊界、內(nèi)澆口和鑄型的邊界,如果松動(dòng)、裂紋、連接不牢固,可以進(jìn)入砂。
3、澆注前應(yīng)重新清理澆口杯,無(wú)浮砂、灰塵和垃圾。應(yīng)選擇合適的澆筑溫度。灰口鑄鐵件的生產(chǎn)溫度在1480℃左右,澆注溫度在1380-1420℃之間的球鐵鑄鐵件的生產(chǎn)溫度在1500℃以上,澆注溫度在1420-1450℃之間的鑄鋼件的生產(chǎn)溫度在1480-1560℃之間。需要300-500公斤鐵水的鑄鐵零件,其澆注時(shí)間可控制在10-20秒左右。
4、在澆注系統(tǒng)中,在渣滓、渣滓和鑄件上設(shè)置渣滓、渣滓和渣滓的出口,采取相應(yīng)的渣滓、渣滓對(duì)策,有助于砂和渣滓的缺陷。
5、型砂過(guò)粗、過(guò)細(xì)會(huì)影響渣滓和粘砂缺陷的發(fā)生,過(guò)粗、過(guò)粗會(huì)增加粘砂渣滓的缺陷。輝宏機(jī)械鑄鐵件一般采用30/50粒徑的石英干砂(水洗砂)。
6、采用鐵水凈化工藝,消模鑄造的整個(gè)成型過(guò)程考慮鐵水凈化,鐵水凈化是消模鑄造的重要技術(shù)之一。從鐵水熔煉、過(guò)熱到鑄造的全過(guò)程中考慮凈化,過(guò)濾技術(shù)是其中之一。
7、機(jī)床鑄件一般要經(jīng)過(guò)熱處理(退火處理)才能提高本身的使用性能,鑄鐵鑄件的內(nèi)在質(zhì)量。金屬熱處理是機(jī)械制造中的重要工藝,與其它加工工藝相比,熱處理一般不改變工件的形狀和整體的化學(xué)成分,而是鑄件的內(nèi)應(yīng)力,來(lái)提高鑄件的的內(nèi)在質(zhì)量。